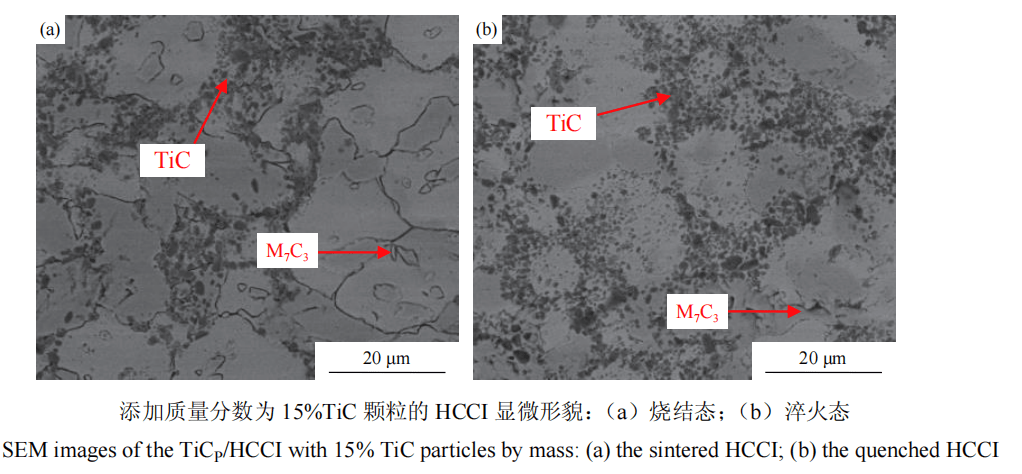
The quenching process is 1050 ℃×120 min austenitization, followed by air cooling quenching. Figure 1 shows the microstructure of TiCP/HCCI before and after quenching. As can be seen from the figure, in the microstructure of the alloy without quenching treatment, the TiC particle reinforcement phase is mainly distributed in the matrix and carbide grain boundary area in the form of particle aggregation, and there are blocky M7C3 type secondary carbides in the metal matrix; after quenching treatment, the size and distribution of TiC particles have no obvious change compared with before quenching, but the block in the matrix can no longer be observed, indicating that the secondary carbides have undergone re-solidification [11−13], and cannot be precipitated again in the subsequent air cooling quenching. In addition, Figure 2 is the X-ray diffraction spectrum of TiCP/HCCI after quenching. Compared with Figure 4, it can be seen that the phase composition of TiCP/HCCI does not change before and after quenching heat treatment, which is TiC, martensite, austenite and M7C3 carbide.